
在我国陶瓷行业,球磨机被大量使用,是物料粉碎的不可缺少的重要生产设备。
一、概述
球磨机一般功率都较大,工作效率又很低,因而成为陶瓷行业最大的耗电设备。对球磨机进行节能改造,对于我国建设节约型社会,减少环境污染具有重大的经济和社会意义。
二、工作原理
目前球磨机普遍采用的驱动方式是:三相交流电动机—液力耦合器—齿轮减速器—皮带轮减速器。在这里,球磨机的料筒作为了减速器的皮带轮使用。在球磨机重载起动时,电动机起动电流可达到额定电流的十倍以上。为了缓解起动时的机械冲击,传动环节中加入了液力耦合器,液力耦合器是通过控制工作腔内工作油的动量矩变化来传递电机的驱动能量的。电动机通过液力耦合器的输入轴拖动其主动工作轮旋转,对工作油加速,被加速后的工作油再带动液力耦合器的从动工作涡轮旋转,把驱动能量传递到其输出轴和负载。传动系统中的液力耦合器在起动时起缓冲作用,让电动机可以轻载起动,以减小起动电流,等电动机起动后再慢慢加载,达到顺利起动球磨机的作用,减小起动时的机械冲击。在工作时通过液力耦合器的调速作用,搜索球磨机的最佳工作转速,提高球磨机的效率。由于球磨机属恒转矩负载,在用液力耦合器调速时,其调速效率等于调速比,有很大一部分能量在液力耦合器中被浪费掉。
球磨机一般以固定转速运行,筒体的转速是由皮带轮或齿轮减速机构(也有用液力耦合器)决定的。球磨机的转速直接影响到钢球和物料的运动状况及物料的研磨过程,在不同的转速下,筒体内的钢球和物料的运动状况如下图所示:
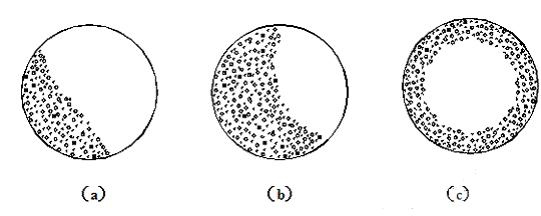
(a)当转速较低时,钢球和物料随筒体内壁上升,当钢球和物料的倾角等于或大于自然倾角时,沿斜面滑下,不能形成足够的落差,钢球对物料的研磨作用很小,球磨机的效率很低。
(b)当筒体的转速处于上述二者之间的某一转速时,钢球被带到一定的高度后沿抛物线落下,对筒底物料的撞击作用最大,研磨效率最高,此时的转速称为最佳工作转速。
(c)如果筒体的转速很高,由于离心力的作用,以致使物料和钢球不再脱离筒壁,而随其一同旋转,这时钢球对物料已无撞击作用,研磨效率则更低。这种状态的最低转速称为临界转速。
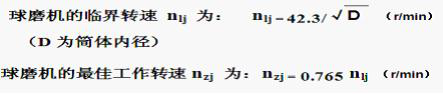
实际运行表明,最佳工作转速与钢球的直径及其装载量、护甲形状,钢球与护甲之间的磨擦系数等因数有关。一般的最佳工作转速通常为临界转速的0.7~0.8,可见转速还是有一定的可调范围,但调节范围不大。实际球磨机的转速与最佳工作转速的误差小于10%,所以若球磨机采用变频调速搜索最佳工作转速,提高研磨效率的节能效果也在10%以内。
三、系统配置
除了采用变频调速搜索最佳工作转速,提高球磨机的研磨效率所取得的节能效果之处,由于球磨机在设计时,都考虑到保证电动机的最大输出转矩,而实际生产过程中,往往达不到最大输出转矩,电动机处于轻载(不满载)工作状态,其功率因数和效率都较低。这时可通过变频器的节能运行功能,通过降低变频器的输出电压,自动调整与生产实际需要相匹配的输出转矩,达到提高电动机的功率因数和效率而节能的目的。
另外由于变频器一般为“交-直-交”电压源型变频器,中间直流环节有大的滤波电容的存在,可以大大提高变频器输入端的网侧功率因数,降低传输电流,从而降低电能在线路中的传输损耗,不但具有节能效果,而且可以降低供电系统的容量,减少设备投资。或在同样的电网容量下,允许多安装球磨机设备
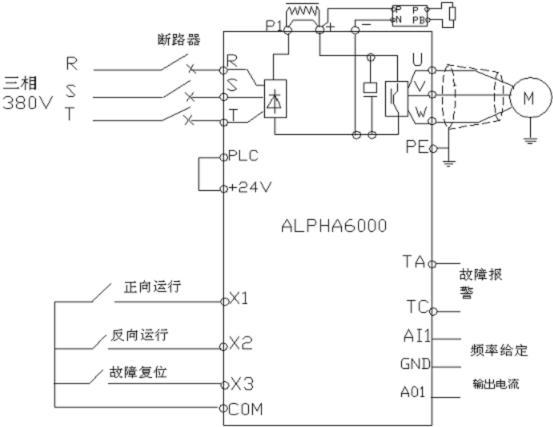
接线图如下:
四、系统优点
球磨机安装变频节能控制系统后,取得了以下效果:
①因消除了起动时的冲击,延长了机轴、波箱齿轮,皮带等机械件的使用寿命,减少了维修费用。
②球磨机使用变频调速后,起动电流可比原先小5倍以上,(如132kW电机原先的起动电流在1000A以上,变频节能控制系统起动电流为180A~200A之间),实现了真正的软起动,也收到了节能的效果。由于起动电流大大减小,不会造成对电网的冲击和电网电压的下降,消除了因球磨机起动而引起的其它用电设备跳闸或故障,在同样的电网容量下,并可增加装机台数。
球磨机变频调速节能系统的节能效果一般可达12%~15%左右。
以佛山市西樵镇某知名陶瓷厂为例,该厂已安装了37台阿尔法公司的大功率变频器。以其中的一台40吨球磨机为例,电动机功率为132 kW,原球磨机每月用电量为:115 kW×18小时×30天=62100 kW.h(度),在安装了球磨机专用变频节能控制系统后节电率可达14.6%,每月可节省电费为:62100×14.6%×0.65元/度=5893元。若以每台变频器投资为5.5万元计算,投资回收期为55000÷5893=9.3个月。
若以平均节电率12%计算,则月节电效益为62100×12%×0.65=4843元,每台变频器投资为5.5万元计算,投资回收期为55000÷4843=11.3个月,即不到一年就可以收回全部的投资。而变频器的使用寿命一般为10~15年,一年以后即为纯回报期,也即年节电收益在6万元左右。